| PART NO. | PRODUCT NAME | MSRP(USD) | |
|---|---|---|---|
| TB6020-NS05A (Same as Previous) | TURBINE OUTLET PIPE KIT EXPREME GT-R RB26DETT INVENTORY→ | $590.00 |  |
| MAKER | ENGINE | MODEL |
|---|---|---|
| NISSAN | RB26DETT | 32 GT-R / 33 GT-R / 34 GT-R |
Large capacity unleashing potential
of the turbo
 | |
 |  |
|  |
 |





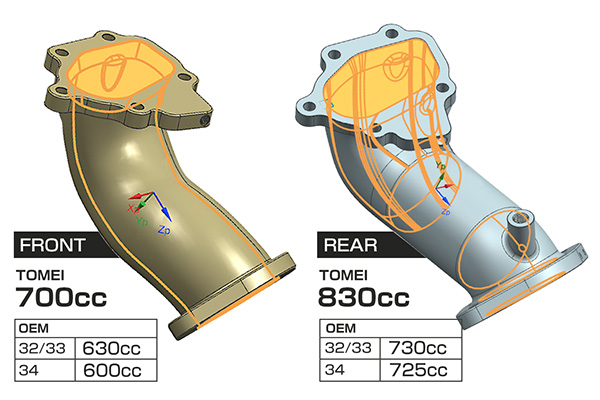
Large capacity suppresses secondary exhaust pressure.


Wide mouth catches the exhaust from the turbo and allows it to flow smoothly.

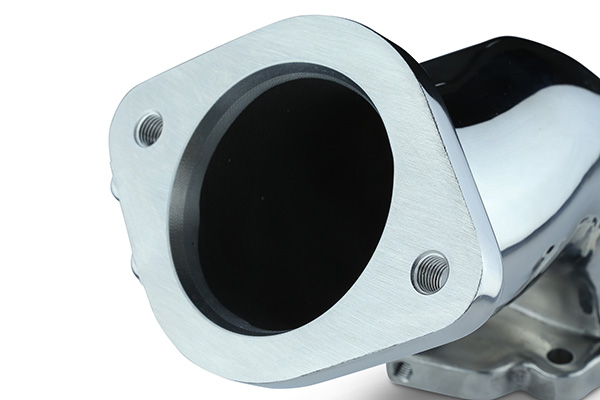
Large diameter Φ70.0 exit connects to the front pipe without any step.


Completely molded in one piece without any welds,
preventing problems with lost wax manufacturing method.


O₂ sensor bung included for BNR32.

Exhaust temperature sensor blind plug is also included for BNR32/BCNR33.


Recesses are provided in areas where it is difficult
for tools to enter to ensure precise tightening.


Appearance is taken seriously in pursuing “beauty”


Ready to Use Immediately After Opening
| SPECIFICATION |
| TOMEI | OEM | |||||
|---|---|---|---|---|---|---|
| BNR32/BCNR33/BNR34 | BNR32/BCNR33 | BNR34 | ||||
| FRONT | REAR | FRONT | REAR | FRONT | REAR | |
| MATERIAL | SUS304 | - | - | |||
| EXIT DIAMETER | Φ70.0mm | Φ58.0mm | Φ55.0mm | |||
| VOLUME | 700cc | 830cc | 630cc | 730cc | 600cc | 725cc |
| PIPE THICKNESS | approx. 3.0mm | approx. 4.5mm | approx. 2.0mm | |||
| FLANGE THICKNESS | approx. 12.0mm | approx. 11-14mm | approx. 11.5mm | |||
| WEIGHT | 2.0kg (4.5lbs) | 1.85kg (4.1lbs) | 2.3kg (5.1lbs) | 2.7kg (6.0lbs) | 1.75kg (3.9lbs) | 1.9kg (4.2lbs) |
| RELATED PARTS |
| PRODUCT | MATERIAL | PART NO. | |||
|---|---|---|---|---|---|
| TURBO | MX series (Journal Bearing) | MX7655 | TB401A-NS05A INVENTORY→ |  | |
| MX8260 | TB401A-NS05B INVENTORY→ |  | |||
| BX series (Ball Bearing) | BX7655 | TB403A-NS05A INVENTORY→ |  | ||
| BX8260 | TB403A-NS05B INVENTORY→ |  | |||
| EX-MANI | SUS | TB6010-NS05A INVENTORY→ |  | ||
| FRONT PIPE | SUS | TB6080-NS05A INVENTORY→ |  | ||
| MUFFLER | TITANIUM | BNR32 | TB6090-NS05A INVENTORY→ |  | |
| TITANIUM | BCNR33 | TB6090-NS05B INVENTORY→ | | ||
| TITANIUM | BNR34 | TB6090-NS05C INVENTORY→ | | ||
| STRAIGHT PIPE | TITANIUM | TB6100-NS00A INVENTORY→ |  | ||
| EXHAUST PRODUCTS COMPATIBILITY LIST |
| MODEL | CATEGORY | MATERIAL | TYPE | PARTS NO. | |
| NISSAN INFINITI | |||||
| 35 GT-R | JDM/ USDM | MUFFLER | TI | QUAD | TB6070-NS01A |
| 400Z | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-NS21C |
| DUAL | TB6090-NS21D | ||||
| Y PIPE | TI | TB6110-NS21A | |||
| 370Z | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-NS02A |
| Y PIPE | TI | TB6110-NS02A | |||
| MID PIPE | TI | TB6100-NS02A | |||
| 350Z | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-NS04A |
| EX-MANIFOLD | SUS | VQ35DE | TB6010-NS04A | ||
| Y PIPE | TI | TB6110-NS02A | |||
| MID PIPE | TI | VQ35DE | TB6100-NS04A | ||
| VQ35HR | TB6100-NS02A | ||||
| 32 GT-R | JDM | MUFFLER | TI | SINGLE | TB6090-NS05A |
| 33 GT-R | JDM | MUFFLER | TI | SINGLE | TB6090-NS05B |
| 34 GT-R | JDM | MUFFLER | TI | SINGLE | TB6090-NS05C |
| 32,33,34 GT-R | JDM | EX-MANIFOLD | SUS | TB6010-NS05A | |
| TURBINE OUTLET | SUS | TB6020-NS05A | |||
| FRONT PIPE | TI | TB6080-NS05A | |||
| 34 SKYLINE 2DOOR | JDM | MUFFLER | TI | SINGLE | TB6090-NS06A |
| 34 SKYLINE 4DOOR | JDM | MUFFLER | TI | SINGLE | TB6090-NS06B |
| 32,33,34 SKYLINE | JDM | TURBINE OUTLET | SUS | RB20,25DET | TB6020-NS06A |
| 13 SILVIA, 180SX,240SX | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-NS08A |
| 14 SILVIA, 240SX | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-NS08B |
| 15 SILVIA | JDM | MUFFLER | TI | SINGLE | TB6090-NS08C |
| 13,14,15 SILVIA,180SX | JDM | EX-MANIFOLD | SUS | SR20DET | TB6010-NS08A |
| TURBINE OUTLET | SUS | SR20DET | TB6020-NS08C | ||
| VARIOUS NISSAN | MID PIPE | TI | TYPE-A | TB6100-NS00A | |
| 2017+ Q60 | USDM | MUFFLER | TI | SINGLE | TB6090-NS21B |
| Y PIPE | TI | TB6110-NS21A | |||
| G35 COUPE SKYLINE V35 COUPE | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-NS04G |
| EX-MANIFOLD | SUS | VQ35DE | TB6010-NS04A | ||
| Y PIPE | TI | TB6110-NS02A | |||
| MID PIPE | TI | VQ35DE | TB6100-NS04A | ||
| Q50,RV37 SKYLINE 400R | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-NS21A |
| Y PIPE | TI | TB6110-NS21A | |||
| TOYOTA | |||||
| 2013+ 86, SCION FR-S | JDM/ USDM | MUFFLER | TI | SINGLE 60S | TB6090-SB03A |
| SINGLE 60R | TB6090-SB03B | ||||
| SINGLE 80 | TB6090-SB03C | ||||
| SINGLE 80 ver.2 | TB6090-SB05A | ||||
| DUAL | TB6090-SB05B | ||||
| EX-MANIFOLD | SUS | UNEQUAL | TB6010-SB03B | ||
| EQUAL | TB6010-SB03A | ||||
| UNEQUAL ver.2 | TB6010-SB05A | ||||
| EQUAL ver.2 | TB6010-SB05B | ||||
| JOINT PIPE | SUS | TB6060-SB03A | |||
| ver.2 | TB6060-SB05A | ||||
| MID PIPE | TI | FOR 60S,60R (M/T ONLY) | TB6100-SB03A | ||
| FOR 80,ver2,DUAL (M/T ONLY) | TB6100-SB03B | ||||
| BUMPER COVER | CARBON | EARLY LH | TE301A-SB03A | ||
| EARLY RH | TE301A-SB03B | ||||
| FRP | 86 LATE LH | TE301A-SB03C | |||
| 86 LATE RH | TE301A-SB03D | ||||
| 2021+ GR86 | JDM/ USDM | MUFFLER | TI | SINGLE 80 ver.2 | TB6090-SB05A |
| DUAL | TB6090-SB05B | ||||
| EX-MANIFOLD | SUS | UNEQUAL ver.2 | TB6010-SB05A | ||
| EQUAL ver.2 | TB6010-SB05B | ||||
| JOINT PIPE | SUS | ver.2 | TB6060-SB05A | ||
| MID PIPE | TI | FOR 80,ver2,DUAL (M/T ONLY) | TB6100-SB03B | ||
| GR SUPRA 3.0L | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-TY06A |
| TI | DUAL | TB6090-TY06B | |||
| 80 SUPRA | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-TY03A |
| MID PIPE | TI | TB6110-TY03A | |||
| ADAPTER | TI | TB6120-0000A | |||
| 86 LEVIN/TRUENO | JDM/ USDM | MUFFLER | TI | SINGLE R | TB6090-TY01A |
| SINGLE S | TB6090-TY01B | ||||
| MID PIPE | TI | TB6100-TY01A | |||
| 100 CHASER,MARK2 | JDM | MUFFLER | TI | SINGLE | TB6090-TY04A |
| TURBINE OUTLET | SUS | TB6020-TY04A | |||
| MITSUBISHI | |||||
| EVO7-9 JDM BUMPER | JDM | MUFFLER | TI | SINGLE | TB6090-MT01A |
| EVO8-9 USDM BUMPER | USDM | MUFFLER | TI | SINGLE | TB6090-MT01B |
| EVO4-9 | JDM/ USDM | EX-MANIFOLD | SUS | TB6010-MT01A | |
| EVO7-9 | JDM/ USDM | OUTLET COMPONENT | SUS | TB6060-MT01A | |
| MID PIPE | TI | TB6100-MT01A | |||
| EVO10 | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-MT02A |
| OUTLET COMPONENT | SUS | TB6060-MT02A | |||
| MID PIPE | TI | TB6100-MT02A | |||
| SUBARU | |||||
| 2013+ BRZ | JDM/ USDM | MUFFLER | TI | SINGLE 60S | TB6090-SB03A |
| SINGLE 60R | TB6090-SB03B | ||||
| SINGLE 80 | TB6090-SB03C | ||||
| SINGLE 80 ver.2 | TB6090-SB05A | ||||
| DUAL | TB6090-SB05B | ||||
| EX-MANIFOLD | SUS | UNEQUAL | TB6010-SB03B | ||
| EQUAL | TB6010-SB03A | ||||
| UNEQUAL ver.2 | TB6010-SB05A | ||||
| EQUAL ver.2 | TB6010-SB05B | ||||
| JOINT PIPE | SUS | TB6060-SB03A | |||
| ver.2 | TB6060-SB05A | ||||
| MID PIPE | TI | FOR 60S,60R (M/T ONLY) | TB6100-SB03A | ||
| FOR 80,ver2,DUAL (M/T ONLY) | TB6100-SB03B | ||||
| BUMPER COVER | CARBON | EARLY LH | TE301A-SB03A | ||
| EARLY RH | TE301A-SB03B | ||||
| FRP | 86 LATE LH | TE301A-SB03C | |||
| 86 LATE RH | TE301A-SB03D | ||||
| 2021+ BRZ | JDM/ USDM | MUFFLER | TI | SINGLE 80 ver.2 | TB6090-SB05A |
| DUAL | TB6090-SB05B | ||||
| EX-MANIFOLD | SUS | UNEQUAL ver.2 | TB6010-SB05A | ||
| EQUAL ver.2 | TB6010-SB05B | ||||
| JOINT PIPE | SUS | ver.2 | TB6060-SB05A | ||
| MID PIPE | TI | FOR 80,ver2,DUAL (M/T ONLY) | TB6100-SB03B | ||
| 2002+ WRX,WRX STI GDF USDM | USDM | MUFFLER | TI | SINGLE | TB6090-SB02A |
| 2002+ WRX,WRX STI GD | USDM | DOWN PIPE | SUS | EJ25 | TB6060-SB02A |
| 2008+ WRX,WRX STI GH/GRF USDM | USDM | MUFFLER | TI | SINGLE | TB6090-SB02B |
| 2011+ WRX,WRX STI GE/GVF/VA USDM | USDM | MUFFLER | TI | SINGLE | TB6090-SB02C |
| DUAL | TB6090-SB02D | ||||
| 2008+ WRX,WRX STI GR/GV/GE/GH/VA | USDM | DOWN PIPE | SUS | EJ25 | TB6060-SB02B |
| 2002+ WRX 2004+ WRX STI | JDM/ USDM | EX-MANIFOLD | SUS | UNEQUAL | TB6010-SB02A |
| EQUAL | TB6010-SB02B | ||||
| 2015+ WRX | JDM/ USDM | EX-MANIFOLD | SUS | UNEQUAL | TB6010-SB04A |
| EQUAL | TB6010-SB04B | ||||
| USDM | MID PIPE | TI | TB6100-SB04A | ||
| 2022+ WRX | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-SB06A |
| DUAL | TB6090-SB06B | ||||
| WRX,WRX STI GDB A-D JDM | JDM | MUFFLER | TI | SINGLE | TB6090-SB01A |
| WRX,WRX STI GDB E-G JDM | JDM | MUFFLER | TI | SINGLE | TB6090-SB01B |
| WRX,WRX STI GR JDM | JDM | MUFFLER | TI | SINGLE | TB6090-SB01C |
| WRX, WRX STI GV/VA JDM | JDM | MUFFLER | TI | SINGLE | TB6090-SB01D |
| DUAL | TB6090-SB02D | ||||
| WRX STI TWIN SCROLL | JDM | EX-MANIFOLD | SUS | EQUAL | TB6010-SB01A |
| MAZDA | |||||
| NA MX-5 | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-MZ01A |
| NB MX-5 | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-MZ02A |
| NC MX-5 | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-MZ03A |
| MID PIPE | TI | TB6100-MZ03A | |||
| ND MX-5 | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-MZ06A |
| FD RX-7 | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-MZ05A |
| MID PIPE | TI | TB6100-MZ05A | |||
| HONDA | |||||
| FL5 CIVIC TYPE-R | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-HN06D |
| DUAL | TB6090-HN06E | ||||
| FK8 CIVIC TYPE-R | JDM/ USDM | MUFFLER | TI | SINGLE R | TB6090-HN06A |
| SINGLE S | TB6090-HN06B | ||||
| DUAL | TB6090-HN06C | ||||
| S2000 | JDM/ USDM | MUFFLER | TI | SINGLE | TB6090-HN04A |
| MID PIPE | TI | TB6100-HN04A | |||
| ACURA | |||||
| DE5 INTEGRA TYPE S | USDM | MUFFLER | TI | DUAL | TB6090-HN06F |
| HYUNDAI | |||||
| GENESIS COUPE 2.0T | USDM | MUFFLER | TI | SINGLE | TB6090-HY01A |
| MID PIPE | TI | TB6100-HY01A | |||
| BUMPER COVER | CARBON | TE301A-HY01A | |||
| FORD | |||||
| 2015+ MUSTANG ECOBOOST | USDM | MUFFLER | TI | SINGLE | TB6090-FR01A |
| BUMPER COVER | CARBON | PREMIUM | TE301A-FR01A | ||
| TE301A-FR01B | |||||
| FOCUS ST | USDM | MUFFLER | TI | SINGLE | TB6090-FR02A |